Company
With our processing capacity of 1,890,000 tons and a storage capacity of 310,000 m3 we target the markets of Northern Italy and exports. The refinery is connected, via personal pipelines, both to the Porto Petroli of Genoa and to the storage depots of Fegino and to a logistic system of depots in the North West.
Still by oil pipeline, by road and by ship, we send the finished products to their final destinations.
Thanks to a consolidated network of affiliated commercial companies, we can ensure a versatile and tailor-made service to our end customers.
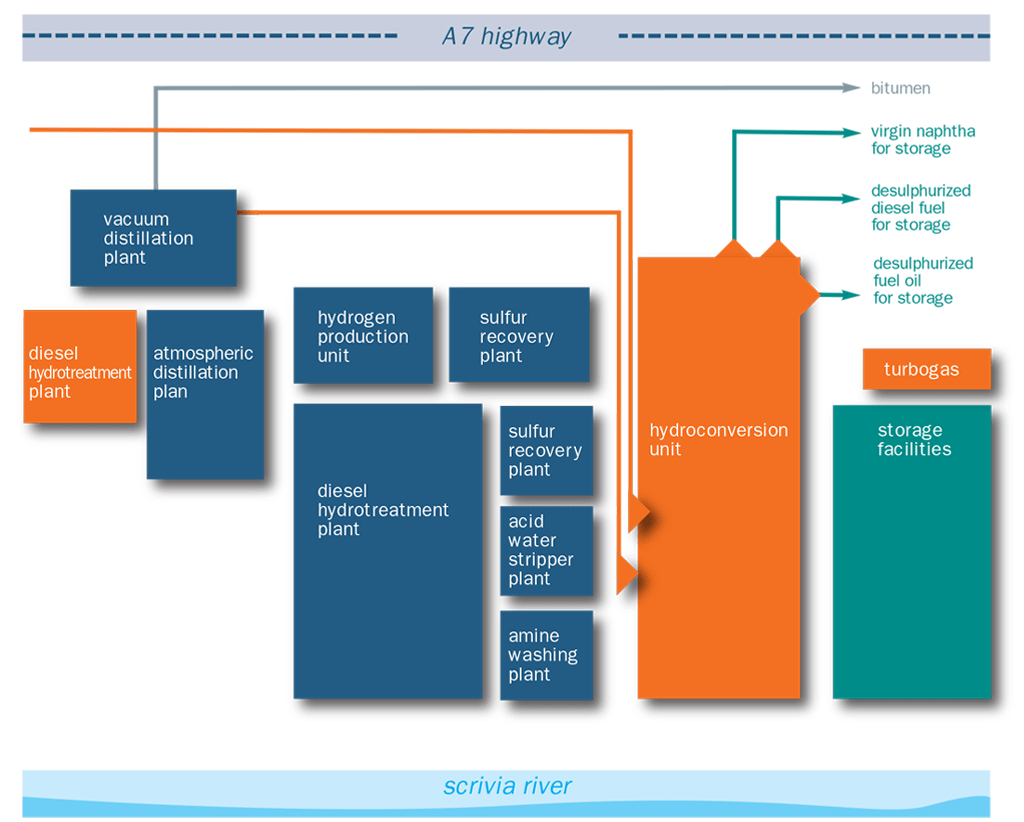
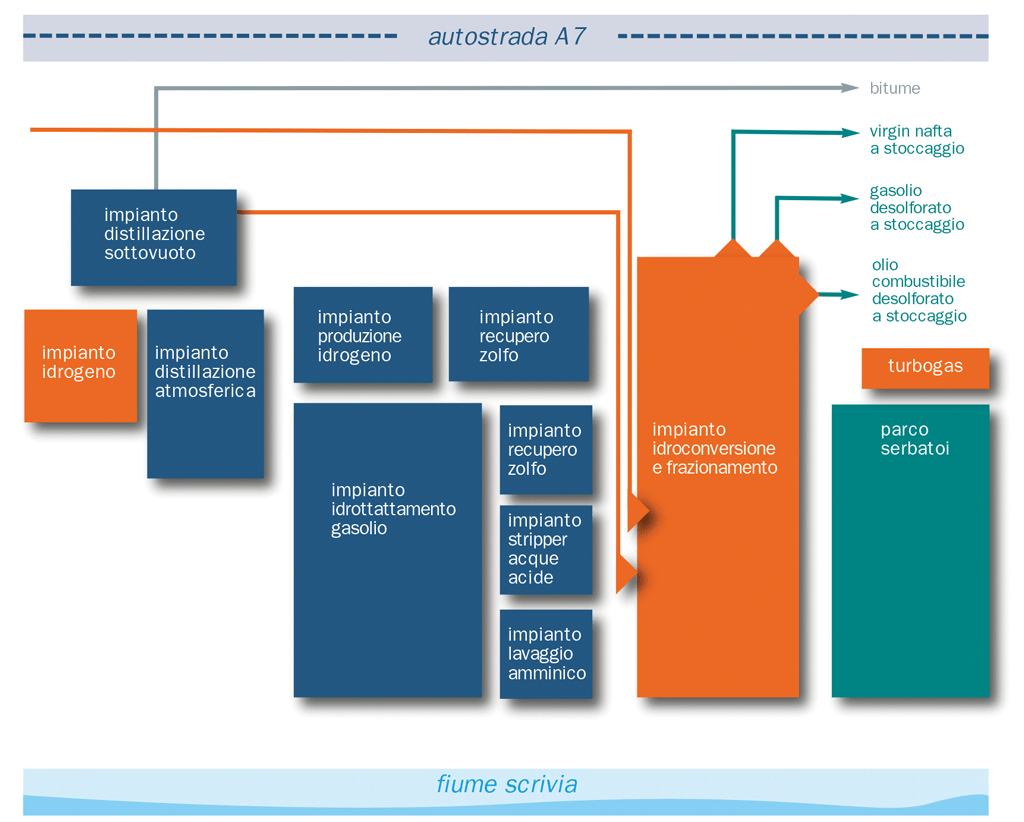
Refinery block diagram

Diesel hydrotreatment plant
The hydrotreatment unit is designed to improve the characteristics of the light and heavy diesel oils produced by the refinery. The technology used consists in treating the diesel fuel with hydrogen on a suitable catalyst, in order to favor the elimination of sulfur, with the formation of hydrogen sulphide (recovered in the gas washing unit and transformed into liquid sulfur in the sulfur recovery units) and hydrogenation of hydrocarbons. The catalytic hydrotreatment (ITC) was therefore implemented to purify the diesel from sulfur and add hydrogen to the hydrocarbons, producing benefits in terms of product quality and the environment. Through catalytic hydrotreatment, products rich in hydrogen and with a lower amount of carbon are produced, a solution that allows to reduce the amount of carbon dioxide emitted into the atmosphere. It also has the advantage of making many unwanted substances gaseous, such as sulfur and nitrogen, which can thus be removed. Several clean products come out of the ITC plant: synthesis gas, used to produce hydrogen, a small amount of virgin naphtha sold as feed for chemical plants and to produce gasoline, and virtually sulfur-free diesel.
Sulfur recovery plant
Plant designed to produce liquid sulfur using Claus technology. It uses acid gas as a charge, coming from amine regeneration plants and from the acid water stripper plant, containing hydrogen sulphide. The achievable sulfur recovery with this unit is at least 97%.
The chemical reaction used is a partial oxidation, in which H2S is burned with air to give SO2, followed by further condensation to liquid sulfur, which is collected in a storage tank.
The tail gas from the Claus plant is fed to the Tail Gas Clean Up Section: in this plant the catalytic reduction of the sulfur products still present in H2S takes place, obtained by adding hydrogen; then the gas is cooled and washed with amine: the H2S released in the regeneration of the amine solution is recycled to the partial oxidation stage of the Claus plant.
With this plant it is also possible to reach 99.9% of sulfur recovered with respect to the quantity entering the sulfur unit.

Atmospheric distillation plan
It is the first plant in the crude oil processing cycle.
The operating principle is based on the fractional distillation of a mixture of liquids with different boiling points; crude oil is in fact made up of a mixture of different hydrocarbons, each of which evaporates at a different temperature.
The separation of the individual hydrocarbon fractions takes place in the distillation tower, also known as the Topping. The crude initially passes through a coil, heated by an oven, which brings it to a boil. Inside the Topping there are perforated metal plates, arranged on various levels, each of which is kept at a certain temperature, which decreases as you rise to the top. The components of the crude oil condense at different temperatures, therefore different hydrocarbons are separated at each level: the heaviest ones condense on the lower floors, while the lighter ones continue to rise. At the top of the column methane and ethane come out which, at room temperature, are gaseous, always going downwards, virgin naphtha, light and heavy diesel. At the bottom of the tower the residue forms, consisting of paraffin, vaseline and bitumen.
LPG and gasoline, which are more easily flammable, are not part of the IPLOM product range, therefore the gaseous fraction is used as a fuel inside the plant without being liquefied, while the latter does not undergo any treatment and is sold as it is in the petrochemical industry.
The semi-finished products intended for the production of diesel are then sent to the catalytic hydrotreatment plant in order to improve their chemical-physical characteristics such as sulfur content, density and nitrogen content. The column bottom residue is sent to the vacuum distillation plant.
Vacuum distillation plant
Plant for the vacuum processing of the residue coming from atmospheric distillation plants. The operating principle is similar to that of Topping, but thanks to an operating pressure lower than the atmospheric one, the plant allows to further distill the residue, obtaining heavy semi-finished products for the production of fuel oils. The vacuum distillates are conveyed to the hydroconversion plant for the production of diesel and desulphurized fuel oils and virgin naphtha. The residue of the Vacuum system is used for the production of fuel oils or bitumen.
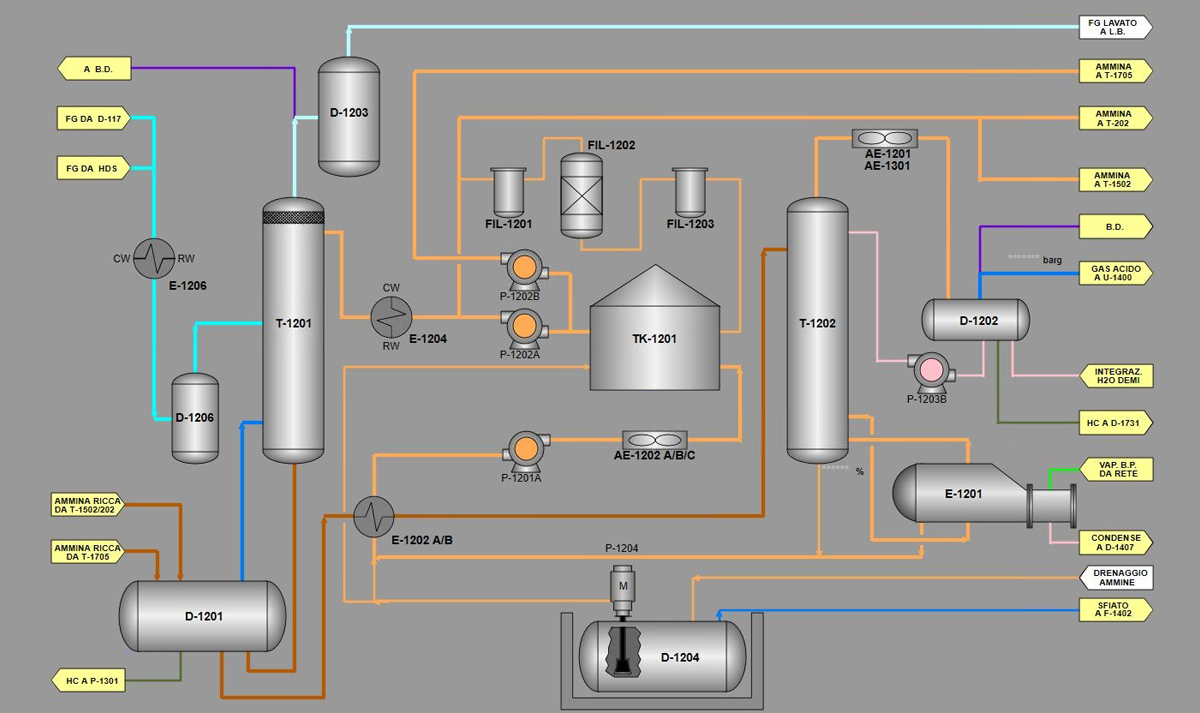
Amine washing plant
The plant is designed to eliminate hydrogen sulphide from refinery gases: the gases leaving this plant have a hydrogen sulphide content of less than 40 p.p.m. by volume. The technology used is that of washing gases using amines: hydrogen sulphide is absorbed with a low temperature counter-current washing and remains in the amine solution as a complex dissolved salt (fixed). The solution, brought to high temperature, releases H2S which is conveyed to the plant of the 1400 sulfur production unit.
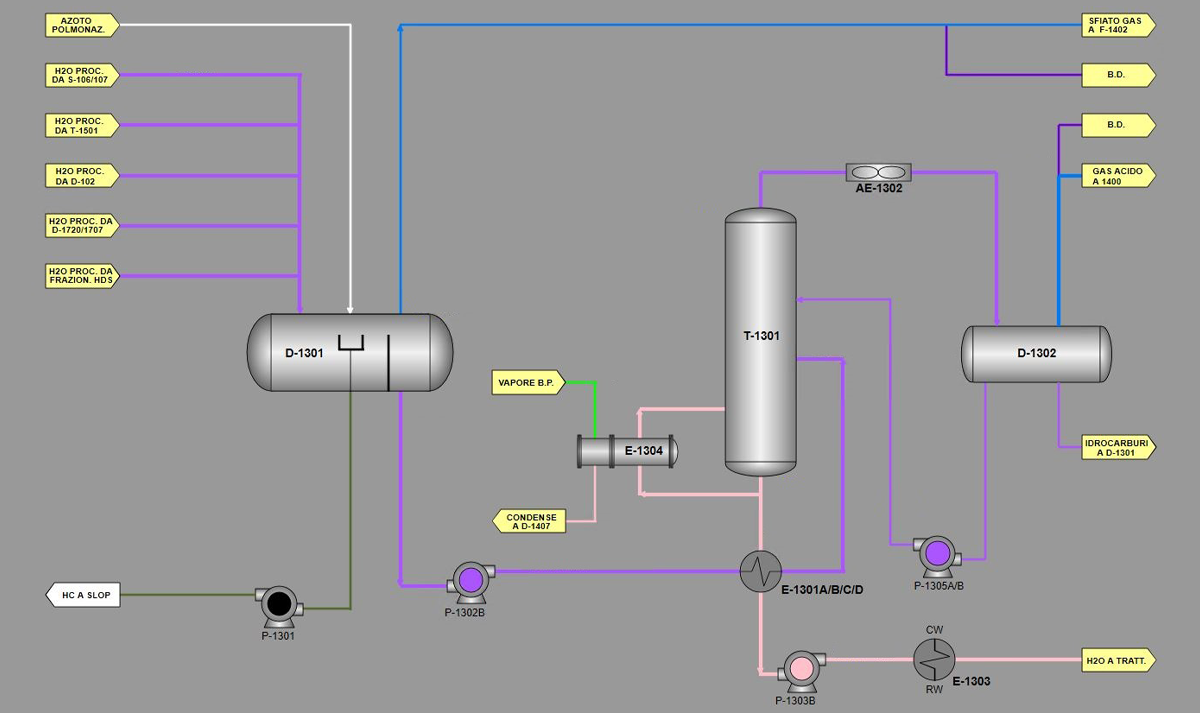
Acid water stripper plant
The purpose of the plant is not productive, but ecological, as it eliminates the ammonia and hydrogen sulphide contained in the process water from various refinery plants, by stripping in a fractionation column.
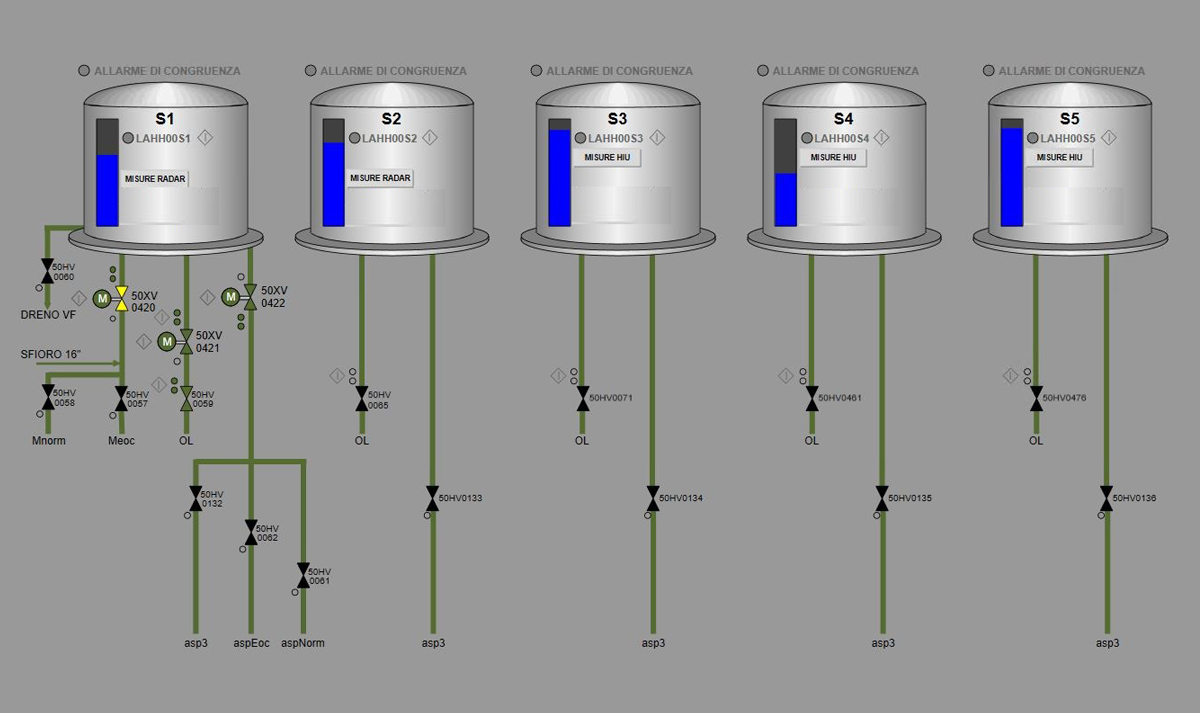
Storage facilities
The refinery hydrocarbon storage facilities consists of 58 tanks distributed in 3 areas for a total capacity of approximately 305,000 m³, divided between plant charge tanks (Crude oil ), finished product tanks (Diesel, Fuel oils) and semi-finished products (Virgin naphtha).
The crude oil reaches the Refinery via oil pipeline from the Genoa Fegino depot, managed by Iplom, for a storage capacity of approximately 250,000 m³; in turn, the depot receives the crude from the oil harbor of Genoa Multedo - again via oil pipeline - through the Booster Iplom pumping station.
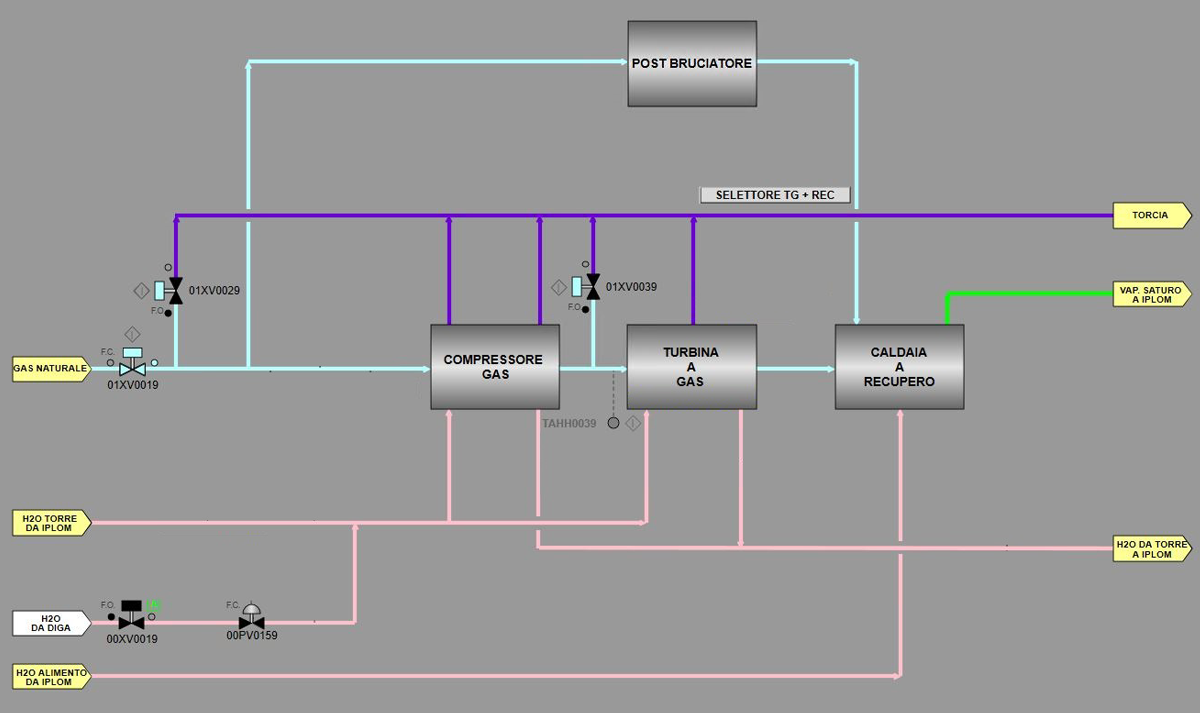
Turbogas
The energy needs of the Busalla Refinery are currently guaranteed by the continuous operation of a cogeneration plant for the production of steam and electricity directly managed by the refinery, consisting of the Turbogas Unit 2.
The gas turbine guarantees a potential of 13.6 electric MW, for a maximum steam production of 31 t / h at 15 barg. The machine is powered by natural gas, taken directly from the refinery's internal consumption network. The turbine is coupled to an alternating current generator with a nominal electrical potential of 17,000 kVA. The energy produced is sent to the refinery's internal electricity network. The hot fumes from the turbogas are conveyed inside a recovery boiler to generate the steam needed by the refinery.
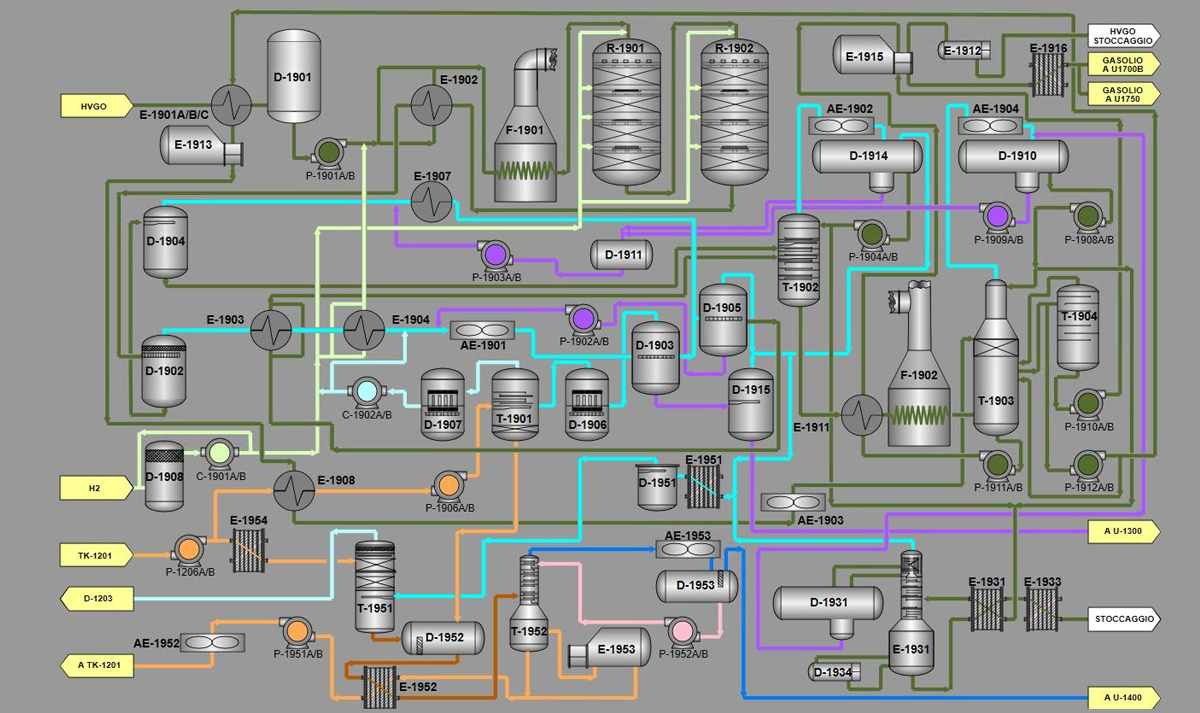
Hydroconversion unit
The process serves to reduce the sulfur content of middle distillates obtained from crude oil. The plant processes a charge consisting of a mixture of heavy distillates from the vacuum distillation plant, called VGO, and is designed to convert at least 65% of the charge into diesel and virgin naphtha while removing the sulfur from all products. The technology used involves the treatment, on a suitable catalyst, of diesel fuel with hydrogen at an appropriate pressure and temperature, for the elimination of sulfur, resulting in the formation of hydrogen sulphide, and for the hydrogenation of hydrocarbons.
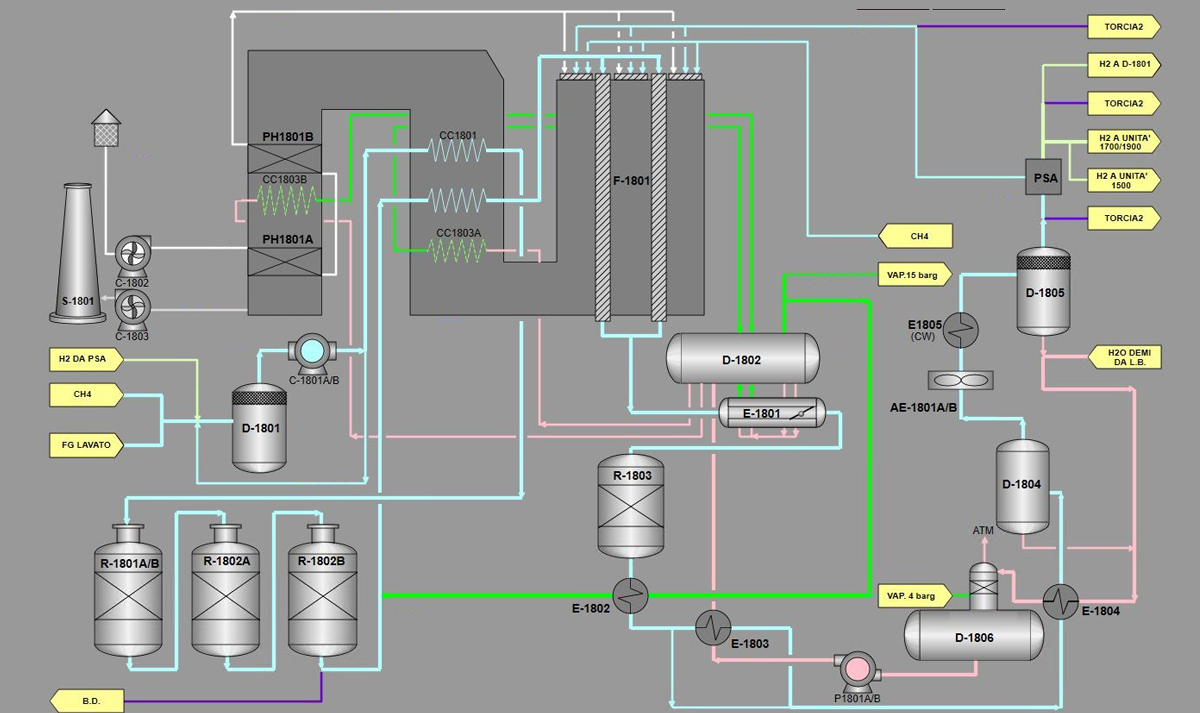
Hydrogen production unit
The refinery is equipped with two plants for the production of hydrogen with a high degree of purity, using Refinery gas and / or methane as feedstock. The technology used all over the world for more than 40 years and called "Steam Reforming", provides that hydrogen is produced through a chemical reaction, facilitated by a catalyst, which takes place between gaseous hydrocarbons and superheated water vapor. The hydrogen produced is sent to the hydrotreatment and hydroconversion units for the production of desulphurized fuels.